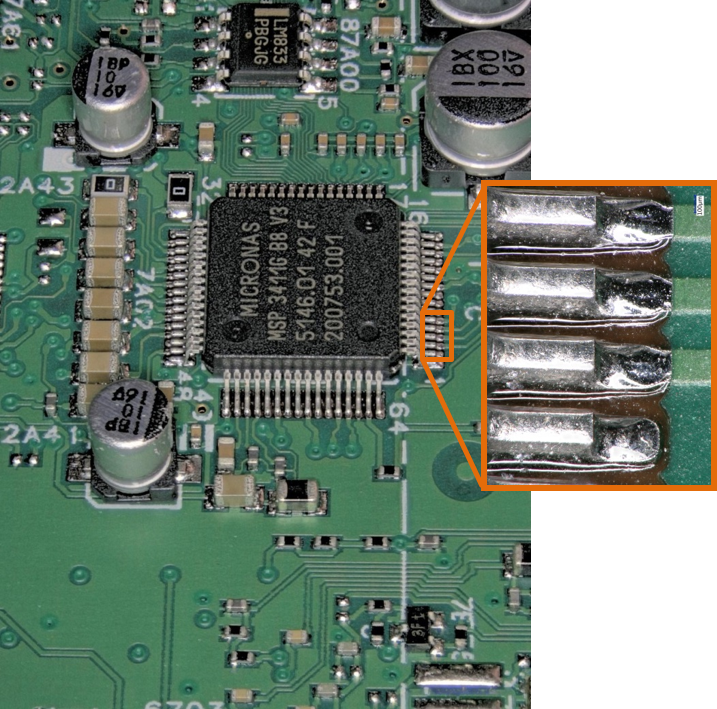
The mounting and connection technology on assembly level is a main research topic at the chair for reliability and safety of electronic systems. The focus is on new and further development of processes and technologies for the assembly of circuit carriers and components as well as the modification and qualification of solder materials.

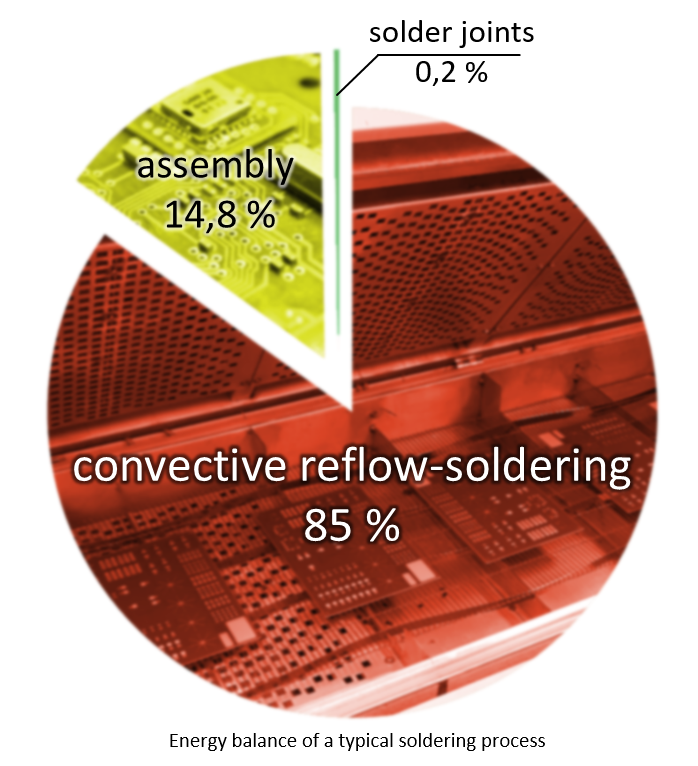
Standard convective reflow soldering processes used for industrial production of electronic assemblies are subject to a high energetic inefficiency. This results from the necessity that an electronic assembly has to be completely heated through to ensure a melting at all the solder joints. These consist of a plurality of solder paste deposits, which are applied in advance. However, the solder paste is only a very small part (less than 1%) of an average assembly. As a result, more than 99% of the applied energy is not used for the direct heating of the solder. In several research projects, attempts have been made to improve the energy efficiency of soldering processes.
Energy- and resource-efficient manufactured electronic assemblies (ERFEB)",
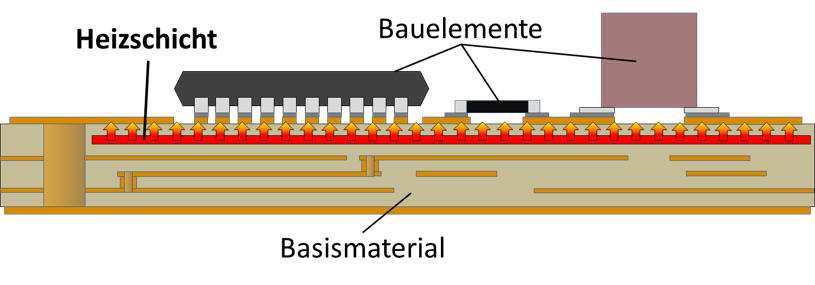
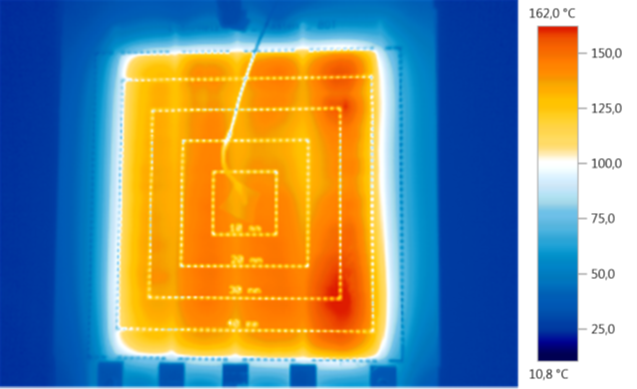
In the joint project “Energy- and resource-efficient manufactured electronic assemblies (ERFEB)", possible solutions for the integration of heating systems in printed circuit boards are investigated. The heat output is to be generated on heatable, full-surface layers which are laminated before or during the PCB manufacturing process inside the base material (typ. FR-4). The aim should be to use these heating layers in the course of the production and also in the course of the operation time of the assembly to achieve different heating tasks. Examples include the drying of coatings or condensate, setting a desired operating temperature or the melting of solder material. For this purpose, various materials are tested and developed in order to realize a heatable layer, which is also suitable for embedding.
Project „ThermoFlux“
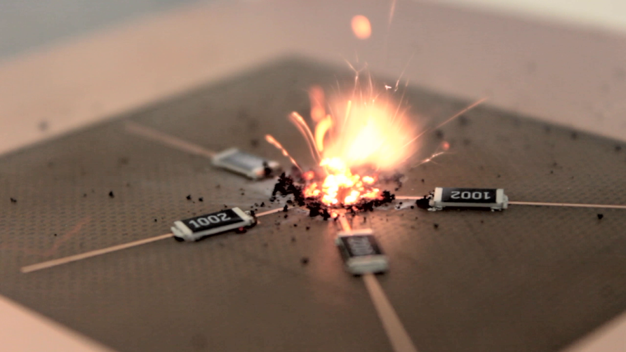
In the research project "ThermoFlux", chemically reactive components were added to the solder paste deposits. After the initiation of the reaction process, these were to transfer heat energy to the solder material (exothermic reaction). The reactive components are applied to copper pads or in through-holes and are connected to the solder deposits via copper tracks in order to enable the heat conduction. Due to this local energy release near the solder, shortly before its melting temperature, it is possible to reduce the temperature profiles of reflow-soldering systems and thus their energy consumption.
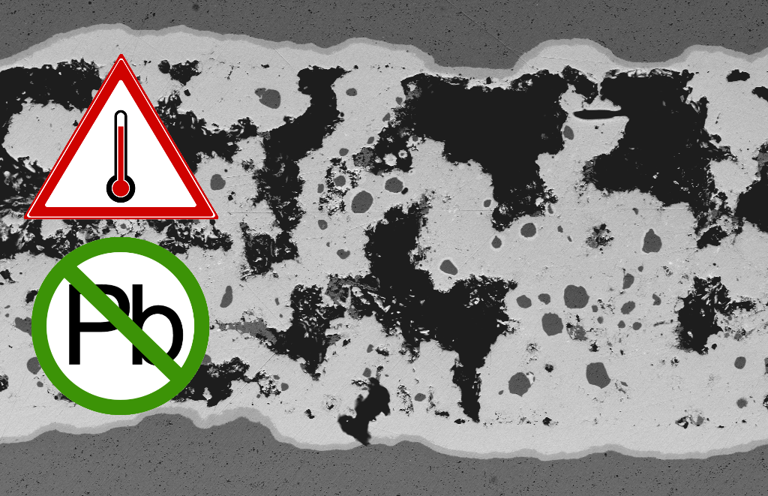
The use of electronic assemblies in industrial technology, aerospace and automotive engineering is usually associated with high operating and ambient temperatures. This is accompanied by a demand for materials and components which have to withstand the constantly rising temperature loads and have to work reliably in their function. In mounting and interconnection technology, high-temperature resistant soldering materials are increasingly being the focus of research, in order to substitute high-lead solders like e.g. Pb93Sn5Ag2 (TSolidus = 296°C; TLiquidus = 301°C). Especially since the RoHS directive has come into force. In addition to a similar temperature range, any substitute materials must also satisfy the standard requirements in terms of their reliability.
Project „HotPowCon“
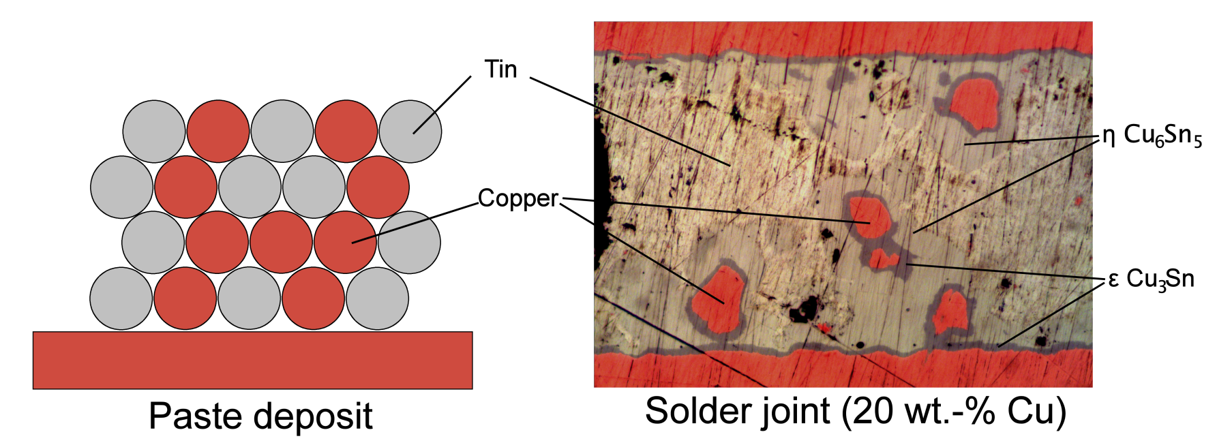
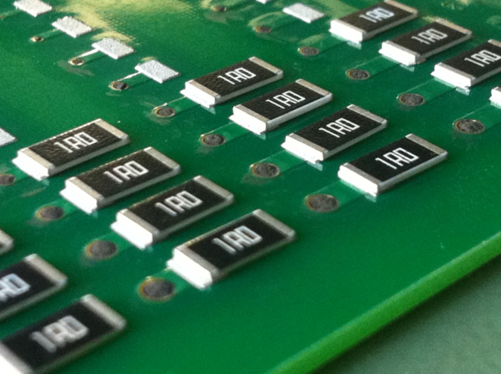
Within the research project "HotPowCon", soldering joints have been developed whose re-melting temperature is significantly higher than the liquidus temperature of the bulk solder material used. The significantly higher melting temperatures of intermetallic phases (Cu3Sn = 676 °C; Cu6Sn5 = 415 °C), which form during the soldering process between the solder and the contact surface, are utilized here. By adding copper particles to a tin based solder, intermetallic phases are generated selectively when subjected to higher temperatures. These grow along the copper additives through the entire solder, thereby increasing the temperature resistance of the whole connection (> 300 °C).